वर्तुळाकार विणकाम यंत्रांवर धाग्याची साठवणूक आणि वितरण प्रणाली
मोठ्या व्यासाच्या वर्तुळाकार विणकाम यंत्रांवर धाग्याच्या वितरणावर परिणाम करणारी विशिष्ट वैशिष्ट्ये म्हणजे उच्च उत्पादकता, सतत विणकाम आणि एकाच वेळी प्रक्रिया केलेले धागे मोठ्या संख्येने. यापैकी काही यंत्रे स्ट्राइप (सूत मार्गदर्शक विनिमय) ने सुसज्ज आहेत, परंतु फक्त काही यंत्रे परस्पर विणकाम सक्षम करतात. लहान व्यासाच्या होजियरी विणकाम यंत्रांमध्ये चार (किंवा कधीकधी आठ) विणकाम प्रणाली (फीडर) असतात आणि एक महत्त्वाचे वैशिष्ट्य म्हणजे सुई बेड (बेड) च्या रोटरी आणि परस्पर हालचालींचे संयोजन. या टोकांमध्ये 'बॉडी' तंत्रज्ञानासाठी मध्यम व्यासाची मशीन्स आहेत.
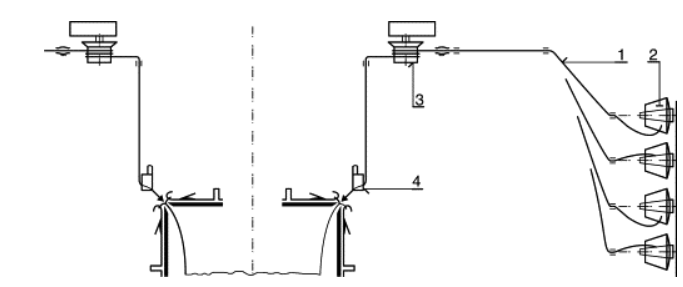
आकृती २.१ मध्ये मोठ्या व्यासाच्या वर्तुळाकार विणकाम यंत्रावर सरलीकृत धाग्याचा पुरवठा प्रणाली दर्शविली आहे. धागे (१) येथून आणले जातातबॉबिन्स(२), बाजूच्या क्रीलमधून फीडर (३) आणि शेवटी यार्न गाईड (४) पर्यंत जाते. सहसा फीडर (३) मध्ये यार्न तपासणीसाठी स्टॉप-मोशन सेन्सर्स असतात.
दक्रीलविणकाम यंत्राचे कार्य सर्व यंत्रांवर धाग्याच्या पॅकेजेस (बॉबिन्स) ठेवण्याचे नियंत्रण करते. आधुनिक मोठ्या व्यासाच्या वर्तुळाकार यंत्रांमध्ये स्वतंत्र बाजूचे क्रिल वापरतात, जे उभ्या स्थितीत मोठ्या संख्येने पॅकेजेस ठेवण्यास सक्षम असतात. या क्रिल्सचे फ्लोअर प्रोजेक्शन वेगवेगळे असू शकते (आयताकृती, वर्तुळाकार इ.). जर त्यांच्यामध्ये लांब अंतर असेल तरबॉबिनआणि धागा मार्गदर्शक, धागे नळ्यांमध्ये वायवीय पद्धतीने थ्रेड केले जाऊ शकतात. मॉड्यूलर डिझाइन आवश्यकतेनुसार बॉबिनची संख्या बदलण्यास सुलभ करते. कमी संख्येच्या कॅम सिस्टमसह लहान व्यासाचे वर्तुळाकार विणकाम यंत्रे दोन्ही बाजूच्या क्रिल किंवा मशीनला अविभाज्य म्हणून डिझाइन केलेले क्रिल वापरतात.
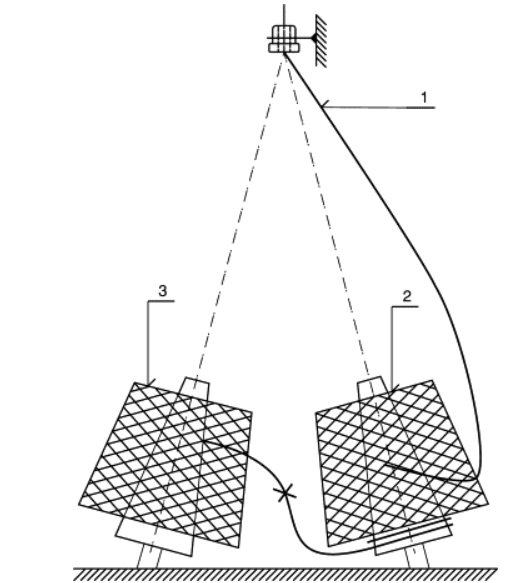
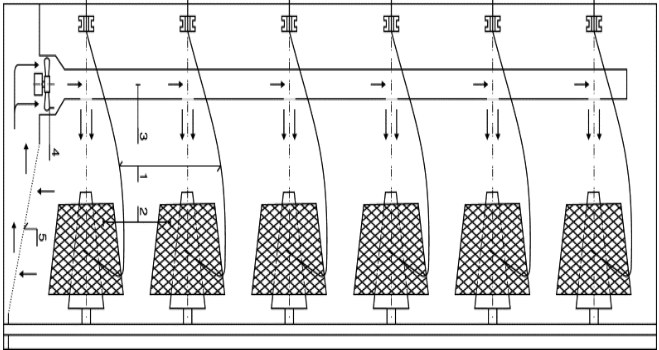
आधुनिक क्रिलमुळे दुहेरी बॉबिन वापरणे शक्य होते. क्रिल पिनची प्रत्येक जोडी एका धाग्याच्या डोळ्यावर केंद्रित असते (आकृती २.२). नवीन बॉबिन (३) चे धागे मशीन न थांबवता बॉबिन (२) वर मागील लांबीच्या धाग्याच्या (१) टोकाशी जोडले जाऊ शकतात. काही क्रिलमध्ये धूळ उडवण्यासाठी (फॅन क्रिल) किंवा हवा परिसंचरण आणि गाळण्याची प्रक्रिया (फिल्टर क्रिल) प्रणाली आहेत. आकृती २.३ मधील उदाहरणात बॉबिन (२) सहा ओळींमध्ये दाखवले आहेत, जे पंखे (४) आणि नळ्या (३) द्वारे प्रदान केलेल्या अंतर्गत हवेच्या परिसंचरण असलेल्या बॉक्समध्ये बंद आहेत. फिल्टर (५) हवेतील धूळ साफ करतो. क्रिल एअर-कंडिशन केले जाऊ शकते. जेव्हा मशीन स्ट्राइपने सुसज्ज नसते, तेव्हा हे क्रिलवर यार्न एक्सचेंजद्वारे पुरवले जाऊ शकते; काही प्रणाली गाठी कापडाच्या इष्टतम क्षेत्रात ठेवण्यास सक्षम करतात.
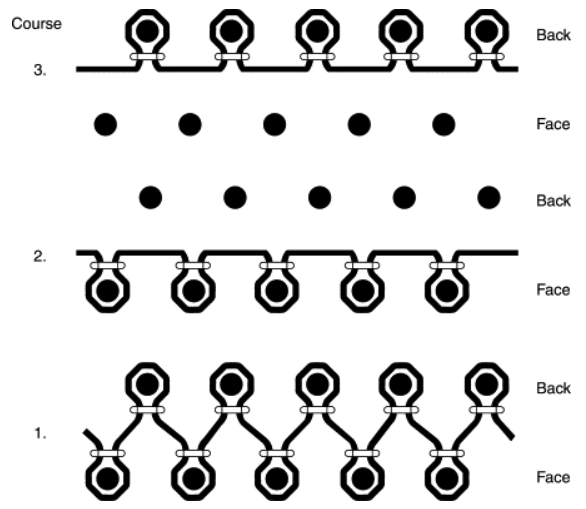
यार्न लांबी नियंत्रण (पॉझिटिव्ह फीडिंग), जेव्हा पॅटर्न केलेल्या फॅब्रिक विणकामासाठी वापरले जात नाही, तेव्हा वेगवेगळ्या स्ट्रक्चर्समधील कोर्समध्ये वेगवेगळ्या धाग्याच्या लांबीचे कोर्स भरणे शक्य करणे आवश्यक आहे. उदाहरणार्थ, मिलानो-रिब निटमध्ये पुनरावृत्ती केलेल्या पॅटर्नमध्ये एक डबल-साइड कोर्स (1) आणि दोन सिंगल-साइड (2), (3) कोर्स असतात (आकृती 2.4 पहा). डबल-साइड कोर्समध्ये दुप्पट टाके असल्याने, प्रत्येक मशीन रिव्होल्यूशनच्या अंदाजे दुप्पट लांबीने धागे भरले पाहिजेत. हेच कारण आहे की हे फीडर अनेक बेल्ट वापरतात, वेगासाठी वैयक्तिकरित्या समायोजित केले जातात, तर समान लांबीचे धागे वापरणारे फीडर एका बेल्टद्वारे नियंत्रित केले जातात. फीडर सहसा मशीनभोवती दोन किंवा तीन रिंग्जवर बसवले जातात. जर प्रत्येक रिंगवर दोन बेल्ट असलेली कॉन्फिगरेशन वापरली गेली तर चार किंवा सहा वेगाने धागे एकाच वेळी दिले जाऊ शकतात.
पोस्ट वेळ: फेब्रुवारी-०४-२०२३